سیستم ارت چیست؟
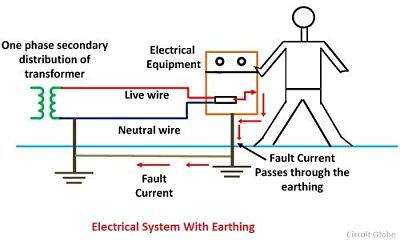
در تعریف سیستم ارت این سیستم اتصال قسمت های خاص تجهیزات مانند بدنه و قسمت هایی که نباید برق دار باشند به سیستم زمین به جهت امنیت افراد و تجهیزات می باشد. قطعات الکترونیکی و بدن انسان دارای مقاومت الکتریکی می باشند. جریان الکتریکی همیشه مسیر کوتاه و دارای کمترین مقاومت را انتخاب می کند. فرض کنید که بدنه یک دستگاه برق دار شود و این بدنه به چاه ارت وصل باشد. حال دست ما به بدن این دستگاه می خورد. مقاومت بدن انسان ها با یکدیگر متفاوت است. این عدد از ۱ کیلو اهم تا ۱۰۰ کیلو اهم بسته به خشک بودن و سالم بودن پوست و فیزیک افراد متغیر می باشد. نظر به مقاومت چاه ارت زیر ۲ اهم جریان الکتریکی به زمین منتقل می شود.
این مسئله در مورد مدارات الکتریکی نیز صادق است با این تفاوت که این مدارات ممکن است دارای مقاومت بسیار کمتری از بدن انسان باشند. به همین علت چاه ارت باید دارای کمترین مقاومت ممکن باشد.
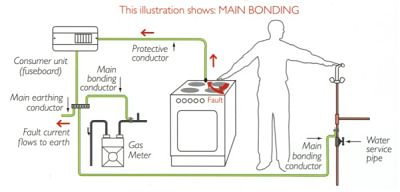
باندینگ Bounding
 عمل پیوند دادن یا اتصال دو هادی الکتریکی به هم دیگر است. این هادی ها می تواند لوله یا سیم و کابل باشد. این عمل ممکن است در یک وسیله الکتریکی با اتصال تمامی قطعات فلزی قرار نیست هادی جریان باشند و آوردن آنها در یک مجموعه هم پتانسیل این عمل انجام می شود.
عمل پیوند دادن یا اتصال دو هادی الکتریکی به هم دیگر است. این هادی ها می تواند لوله یا سیم و کابل باشد. این عمل ممکن است در یک وسیله الکتریکی با اتصال تمامی قطعات فلزی قرار نیست هادی جریان باشند و آوردن آنها در یک مجموعه هم پتانسیل این عمل انجام می شود.
باندینگ هم پتانسیل بودن رو قطعه متصل به هم را تضمین می کند. این بدان معنی است که ما نمی توانیم جریان برق بین دو قطعه برقرار کنیم. هیچ جریانی بین دو قطعه به علت هم پتانسیل بودن بر قرار نمی شود. در نهایت مسیر باندینگ به زمین ختم می شود تا همه تجهیزات در پتانسیل یکسان با زمین قرار داشته باشند.
هدف اصلی سیستم باندینگ ایمنی افراد است. در صورتی که فردی دو قطعه را همزمان لمس کند هیچ جریان الکتریکی و شوکی به به علت اختلاف پتانسیل به شخص وارد نمی شود. هدف بعدی برای زمانی است که یک فاز با قطعات فلزی برخورد کند و آن را برق دار نماید. در اینصورت به علت اتصال سیستم به زمین فیوز مدار را قطع می کند.
در کل هدف اصلی باندینگ هم پتانسیل کردن تمامی قطعات فلزی است به صورتی که هیچ تخلیه الکتریکی ناخواسته ای انجام نگیرد.
جوش احتراقی (کدولد)
جوش احتراقی یا جوش کدولد (CAD WELD) نوعی جوشکاری است که در سیستم ارتینگ ساختمان کاربرد دارد. این مدل جوشکاری برای اتصال سیم مسی در سایزهای مختلف به انواع میلههای مسی، صفحه ارت، استراکچر، آرماتور و لوله به یکدیگر قابل اجراست. تجهیزات آن به سادگی قابل حمل میباشد و مطابق استاندارد IPS-C-TP-820 باید انجام شود.
اجزای تجهیزات جوش احتراقی (کدولد):
- پودر جوش مخلوطی از پودر آلومینیوم و اکسید مس است، وزن پودر با توجه به سایز و نوع سازه انتخاب میگردد.
- قالب جوش از جنس گرافیت که با توجه به نوع اتصال و سایز سیم مسی ساخته میشود. در صورت صحیح استفاده کردن از یک قالب جوش حداکثر ۷۰ تا ۱۰۰ مورد جوشکاری به سهولت انجام می پذیرد.
- چاشنی انفجار که دارای مقداری گوگرد و کاربرد آن ایجاد دمای لازم برای به احتراق رسانیدن پودر جوش است.
- پولکی از جنس آلومینیوم
- کیت تمیز کننده که برای تمیز کردن قالب گرافیتی ناشی از مواد مذاب استفاده میشود. این کیت شامل: ( اسکراپر- دستکش- ماسک- فندک جوشکاری- برس سیمی) است.
در سیستم ارت ساختمان، سیم ارت به نشانه (زرد، سبز) با کابلشو مربوطه به شینه مسی که از سوی دیگر آن به خروجی سیم مسی قطورتر که از روی صفحه داخل چاه ارت به شینه مسی رسیده متصل می کنند. اتصال سیم به صفحه از چند طریق مانند اتصال با کابلشو یا کلمپ سیم به صفحه نیز مقدور است ولی به مرور زمان فواصل بین این اتصالات سولفاته کرده که خود موجب عدم انتقال جریان درست گشته و باعث بالا رفتن مقاومت زمین می شود. از این رو پیشنهاد شده است بهترین اتصالات جوش نقره یا جوش برنج هست و اگر این دو جوش در دسترس نبود طبق استاندارد از جوش احتراقی(cad weld) استفاده شود.
- جوش احتراقی با نام دیگر،جوشکاری ترمیت (Thermite Welding) هم شناخته شده است.یک فرآیند جوشکاری به حالت مذاب بوده که بوسیله آن دو قطعه فلزی عموماً توسط یک واکنش آلومینوترمیک که حرارت بسیار بالایی تولید میکنند،بهم جوش داده میشوند. فلز مذاب از واکنش بین اکسید فلز و آلومینیوم که نقش فلز پر کننده را بازی میکند، ایجاد میشود. این فرایند گرمازا در سال ۱۸۹۸ در آلمان و توسط دکتر Hans Goldschmidt ابداع شد. در این فرایند گرمازا به واسطه واکنش گرمای بسیار زیادی تولید میشود گرمای موردنیازبرای ذوب شدن قطعاتی که قرار است به یکدیگر جوش داده شوند،بدین شکل تأمین می- گردد.
- فرآیند واکنش آلومینوترمیت به روش زیر انجام میشود:

پودر ترمیت به دلیل اینکه در برابر گرمای با دمای پایینتر از ۱۲۰۰ درجه سلسیوس واکنشی از خود نشان نمیدهد برای کار کردن و انبار کردن خطری ندارد؛ ولی در صورتی که پودر ترمیت درقالب جوش ریخته شود و آن را محترق نماییم، یعنی گرمایی با دمای بالاتر از ۱۲۰۰ در جه سانتی گراد ایجاد کنیم، پودر فلز شروع به ذوب شدن کرده و ظرف مدت ۲۵ الی ۳۰ ثانیه با انفجار کوچک و پاشیدگی کمی مواد مذاب به خارج از قالب ، الباقی پودر از قسمت گلوگاه قالب فرو ریخته و سبب جوش احتراقی سیم مسی با الکترود می شود.
منبع : Welding and welding Teghnology by: Richard L.Little

ارتینگ Earthing
ارتینگ به معنی اتصال قطعات غیر فعال ( قطعاتی که قرار نیست در حالت عادی حامل جریان باشند ) به زمین است. این قطعات می توانند باکس فلزی دستگاه، ساپورت ها، فنس و ادوات دیگر باشند.
در شرایط خطا، قطعات فلزی مانند فنس و جعبه فلزی و قطعات دیگر که قرار نیست حامل جریان برق باشند ممکن است دارای اختلاف پتانسیل با زمین گردند. در این حالت در صورت تماس انسان یا حیوانات با این قطعات منجر به اختلاف پتانسیل و عبور جریان از بدن می گردد.
برای جلوگیری از برق دار شدن قطعات فلزی که نمی بایست برق دار باشند و عدم وجود اختلاف پتانسیل بین آنها و زمین کل سیستم به زمین متصل می شود.
سیستم ارت با سیستم باندینگ که از هادی های فلزی که معمولا از سیم و کابل مسی تشکیل شده است به سیستم وصل می شود. این اتصال به زمین از طریق چاه ارت برقرار می شود. کابل سیستم ارت عموما به رنگ زرد یا زرد و سبز می باشد.

گراندینگ Grounding
کره زمین به عنوان رسانای بزرگ برق شناخته می شود. گراندینگ به معنی اتصال قسمت های فعال ( قسمت هایی که در حال عادی حامل جریان الکتریکی هستند ) به زمین است. نقطه صفر ترانسفورمر از این زمره است. این عمل برای محافظت از تجهیزات برق قدرت انجام می شود و مسیر برگشت از دستگاه به منبع برق را فراهم می سازد.
به علت صاعقه، افزایش ولتاژ خط یا تماس ناخواسته با خطوط فشار قوی، ولتاژ بالای خطرناکی در سیستم برق وارد می شود. گراندینگ راه حل امن و جایگزین در اطراف منزل و محل کار شما ایجاد می کند تا خسارات احتمالی را به حداقل برساند. سیم گراندینگ به رنگ مشکی است.
ارتینگ برای حفاظت از مدار ادوات در مقابل ولتاژ بالا در برابر صاعقه یا افزایش بار ناخواسته است در حالی که گراندیگ نقطه مشترک مدارها برای حفظ ولتاژ است.
ارت برای محافظت از سلامت انسان ها در شرایط ناخواسته است و گراندینگ برای حفاظت تجهیزات. ارتینگ اقدام پیشگیرانه و گراندینگ مسیر برگشت است.

نحوه اندازه گیری مقاومت چاه ارت؛ تستر زمین یا ارت تستر چیست؟
ایمنی و جلوگیری از برق گرفتی مهمترین اصل در طراحی سیستم برق ساختمان است. لذا جهت رفع خطر برق گرفتگی، از روش زمین کردن دستگاه های برقی استفاده میکنند. بدین صورت که بدنه فلزی دستگاه ها را به زمین متصل می کنند. لذا با احداث چاه ارت، و اتصال رسانایی از ساختمان تا زمین این امنیت تامین میشود. الزاما وجود پریز های ارت دار معرف داشتن چاه ارت نیست و باید طبق قانون نظام مهندسی طبق قوانین ارتینگ چاه حفر و طبق استاندارد ساختمان به ارت متصل شود. چاه ارت طبق قوانین و استانداردها ایجاد شده باید شرایطی جهت کسب مجوز داشته باشد. مقاومت چاه ارت بسیار حائز اهمیت است و باید مقدار کمی باشد. بطور مثال برای ساختمان های مسکونی مقاومت باید زیر ۲ اهم باشد. لازم است سالی یکبار این مقاومت تست شود تا در صورت افزایش آن اصلاحات لازم صورت گیرد. همچنین در بیمارستان ها و شرکت هایی با شبکه های کامپیوتری و سرور وجود چاه ارت الزامی ست.
دستگاهی که مقاومت چاه ارت را اندازه گیری میکند، ارت تستر یا تستر زمین نام دارد. مدل های قدیمی تر آنالوگ بوده و توسط عقربه ای مقدار مقاومت را نشان میداد اما امروزه ارت تستر ها دیجیتالی میباشد و با دقت مطلوبی مقدار مقاومت الکتریکی چاه را نشان میدهد.
روش اندازه گیری مقاومت توسط ارت سنج سه سیمه :
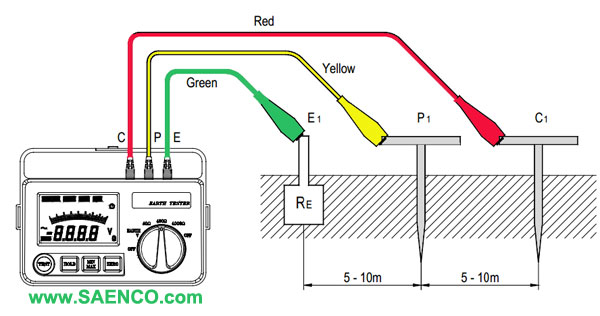
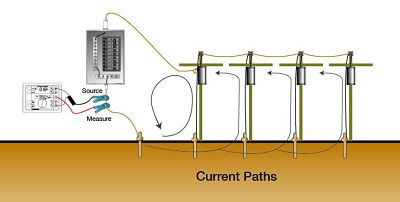
ارت تستر شامل دو میله میخی شکل و سه عدد پراب یا کابل به رنگ ها و متراژ های متفاوت می باشد.
میله ها معمولا در فواصل ۵ متری و ۱۰ متری از سیم چاه ارت در زمین کوبیده میشود. سپس سه سیم با رنگ های سبز، زرد و قرمز به ترتیب از خروجی C، P،E ارت سنج به E1، P1 و C1 متصل میکنند.با روشن کردن دستگاه و انتخاب گزینه مقاومت، مقدار RE یا مقاومت الکتریکی چاه ارت نمایش داده میشود.
نمونه ای میله یا الکترود کوبیده شده در زمین :

به این ارت تستر ها، ارت تستر میله ای، الکترودی و یا سه سیمه نیز میگویند.
محاسبه ارت به روش دو سیمه:
در این روش ارت بدون استفاده از میله ها اندازه گیری میشود و در مکان هایی که امکان کوبیدن الکترود در زمین نیست کاربرد دارد :
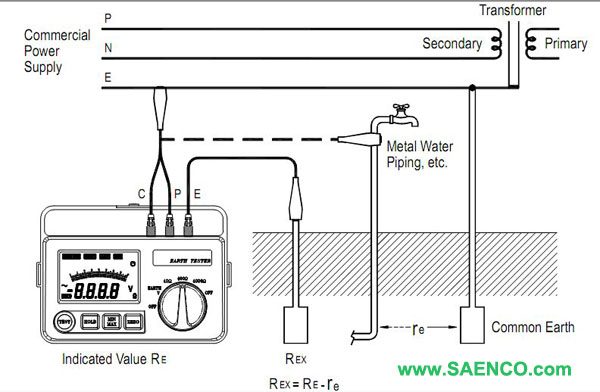
در این روش پراب های C و P را اتصال کوتاه و به ارتی که از برق شهر تامین میشود متصل میکنیم. و سیم E را به الکترود چاه ارت متصل میکنیم. عدد حاصله را RE مینامیم. بار دیگر C و P را به یک شیر آب یا لوله ای فلزی که در زمین وجود دارد متصل میکنیم و مجددا E را به الکترود چاه ارت وصل میکنیم. مقدار بدست آمده re نام دارد.از اختلاف این دو مقدار، مقاومت چاه ارت یا REX بدست می آید.
REX=RE-re
markazdade.com
Saenco.com
alimrd.ir